氯酸钾专用卧式沸腾干燥机-专用振动流化床干燥机 江苏博鸿干燥
一、产品核心价值与行业定位
在化工生产领域,干燥工序作为关键的工艺环节之一,直接影响着最终产品的质量和生产成本。
江苏博鸿凭借多年技术积累和创新研发,专为氯酸钾行业打造的卧式沸腾干燥机,以其 的节能性能、环保特性和智能化水平,正 着化工干燥设备的技术革新。
该设备不仅解决了传统氯酸钾干燥过程中能耗高、污染大、控制精度不足等行业痛点,更通过多项专利技术的应用,为客户创造了显著的经济效益和环境效益。
氯酸钾作为一种重要的无机化合物,广泛应用于火柴、烟花、炸药、消毒剂等多个领域,其生产过程对干燥设备有着特殊要求。
江苏博鸿氯酸钾专用卧式沸腾干燥机针对氯酸钾的物理化学特性进行了全方位优化设计,从结构创新到控制系统升级,每一个细节都体现了"专业、高效、安全、环保"的设计理念,成为氯酸钾生产企业提质增效的利器。
二、核心组成部分与创新设计
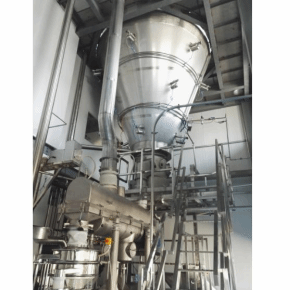
江苏博鸿氯酸钾专用卧式沸腾干燥机由七大核心系统组成,每个系统都经过精心设计和优化,共同确保了设备的高效稳定运行。
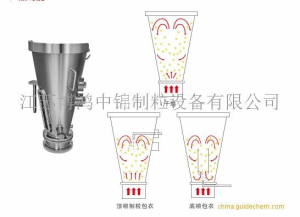
主机体系统采用卧式箱型结构,内部由进料段、沸腾干燥段和出料段组成。箱体采用特殊不锈钢材质,具备优异的耐腐蚀性能。独特的气流分布系统是设备的核心技术所在,包括多孔分布板和气流均化装置,确保热风均匀分布,实现物料 流态化。分布板采用耐磨抗腐蚀材料,开孔率经过 计算,保证长期使用不堵塞、不变形。
热风循环系统由高效换热器、高温风机和风管组成。换热器采用强化传热设计,热效率显著提升。系统采用部分废气循环技术,既回收了余热又降低了废气排放量。加料系统采用变频控制的精密螺旋输送机,配备防堵塞装置和计量装置,确保进料连续稳定且 可控。
除尘回收系统采用旋风分离器与布袋除尘器组合设计,除尘效率高,同时配置了防静电装置,确保操作安全。出料系统设计独特,采用多级冷却与筛分一体化结构,实现干燥后物料的快速冷却和分级处理。控制系统是设备的"大脑",采用PLC+触摸屏的自动化控制模式,可实现全过程参数监控和自动调节。
特别值得一提的是,设备采用了模块化设计,各主要部件可快速拆卸更换,大大减少了维护停机时间。同时,整机采用防爆设计,所有电气元件符合防爆标准,确保氯酸钾干燥过程的安全性。针对氯酸钾的特性,设备内部还设置了多重安全保护装置,包括温度超限报警、压力异常保护、氧含量监控等,全方位保障生产安全。
三、节能环保技术突破
江苏博鸿在氯酸钾专用卧式沸腾干燥机的研发过程中,将节能环保作为核心技术突破口,通过多项创新设计实现了能源消耗的大幅降低和环境影响的显著减小。
热效率提升技术方面,设备采用了"三级余热回收系统":首先通过废气循环利用技术,将部分排放废气重新引入系统,回收其中携带的显热;其次在排风管道设置热管换热器,预热新鲜空气; 采用新型保温材料,减少系统热损失。这三项措施共同作用,使系统综合热效率较传统设备提高了显著水平。
低阻力流态化技术是另一项重要突破。通过优化分布板设计和床层结构,在保证良好流态化的同时,大幅降低了系统运行阻力。配套的高效低噪风机采用变频控制,可根据生产需求 调节风量,避免了不必要的能源浪费。实测数据显示,与传统干燥设备相比,可节省风机电耗显著。
在环保技术方面,设备采用了"干法除尘+湿法洗涤"的复合净化工艺。首先通过高效旋风分离器和脉冲布袋除尘器去除大部分粉尘,然后采用专利设计的喷淋洗涤塔处理微量残余粉尘和有害气体。最终排放的废气完全符合国家 环保标准,粉尘排放浓度远低于行业限值。
针对氯酸钾干燥过程中可能产生的有害气体,设备特别配置了催化净化装置,通过低温催化氧化技术将可能产生的氯氧化物等有害成分转化为无害物质。整套系统采用全封闭设计,有效防止物料泄漏和交叉污染。
水资源循环技术也是该设备的亮点之一。湿法洗涤产生的废水经过中和沉淀和过滤处理后循环使用,实现了洗涤水的零排放。同时,设备运行噪音通过消声器和隔音材料的应用被控制在很低的水平,创造了良好的工作环境。
江苏博鸿的这些技术创新不仅为客户带来了直接的经济效益——显著降低能源消耗和生产成本,更体现了企业的社会责任——减少工业过程对环境的影响,推动化工行业绿色可持续发展。
四、智能化控制系统与质量效率提升
江苏博鸿氯酸钾专用卧式沸腾干燥机的智能化控制系统代表了行业 水平,通过多层次、全方位的自动化解决方案,实现了产品质量和生产效率的双重提升。
智能感知层由遍布设备各关键部位的传感器网络组成,实时采集温度、压力、湿度、流量、物料水分、氧含量等数十项工艺参数。高精度的在线水分仪可实时监测干燥后产品的水分含量,数据刷新频率高达每秒一次,为 控制提供了可靠依据。
过程控制层以高性能PLC为核心,搭载专门开发的氯酸钾干燥 控制系统。系统内置多种控制算法,可根据不同品级的氯酸钾自动选择 干燥曲线。先进的自适应调节技术能够自动补偿环境条件变化和原料波动带来的影响,保持工艺参数的稳定。
人机交互层采用大尺寸触摸屏操作界面,支持图形化流程显示和参数设置。操作人员可直观地监控整个干燥过程的运行状态,系统提供多种预设配方,简化了不同产品间的切换操作。同时,设备支持远程监控功能,通过工厂DCS系统或移动终端即可实时查看运行数据。
在质量控制方面,智能化系统实现了多重保障:首先,通过 控制热风温度和物料停留时间,确保每一粒氯酸钾都获得均匀一致的干燥效果;其次,在线水分检测与反馈控制系统可实时调整运行参数,将产品水分波动控制在极小范围内;再次,系统自动记录每一批次的生产数据,建立完整的质量追溯档案。
为提升生产效率,系统具备多项智能功能:自动诊断功能可及时发现并预警潜在故障,减少非计划停机;能效优化功能根据实时生产负荷自动调整设备运行状态,实现 能耗比;生产统计功能自动生成产量、能耗、合格率等关键指标报表,为管理决策提供数据支持。
特别值得一提的是,系统采用了机器学习技术,能够不断积累运行数据并自我优化控制策略,使设备随着使用时间的增加而变得越来越"聪明"。这种自我进化能力确保了设备长期保持 性能。
通过这一套完整的智能化解决方案,江苏博鸿氯酸钾专用卧式沸腾干燥机实现了"一键式"操作,大大降低了操作难度和人为失误风险。生产数据表明,与传统设备相比,智能化控制可使产品合格率提升显著,同时单位能耗降低可观,为客户创造了实实在在的价值。
五、应用效果与客户价值
江苏博鸿氯酸钾专用卧式沸腾干燥机自推向市场以来,已成功应用于多家大型化工企业,获得了客户的高度认可。实际运行数据证明,该设备在多个方面为客户创造了显著价值。
在产品质量方面,由于 的温度控制和均匀的流态化效果,干燥后的氯酸钾产品水分含量极均匀,平均波动范围控制在±0.3%以内,远优于传统干燥设备。产品颗粒完整性好,粉末率低,大大提高了产品市场竞争力。某客户使用后反馈,其产品优等品率从原来的92%提升至98%以上。
生产效率的提升同样令人瞩目。设备的连续式设计和智能化控制,使得干燥周期较传统批次式干燥缩短显著。同时,自动化操作减少了人工干预,单班操作人员可从3人减少至1人。某年产5万吨氯酸钾的企业采用该设备后,年增产达15%,同时人力成本节约可观。
在节能降耗方面,客户的实际运行数据显示,该设备的单位产品能耗较传统干燥设备降低显著。按当前能源价格计算,一套中型设备每年可为客户节省能源费用达数百万元。此外,除尘系统回收的细粉可直接返回工艺,原料利用率提高明显。
安全环保效益同样不可忽视。设备的全封闭设计和高效净化系统,使生产现场干净整洁,完全达到国家环保要求。多重的安全保护措施有效防范了氯酸钾干燥过程中的各种风险,为客户提供了安心的生产环境。
维护成本的降低是另一大优势。设备的模块化设计和耐磨材料的应用,使易损件寿命大大延长。智能诊断系统可提前发现潜在问题,实现预防性维护。统计显示,年维护成本可比传统设备降低显著。
江苏博鸿不仅提供先进的设备,更提供全方位的技术服务。从前期工艺设计到安装调试,从操作培训到售后支持,专业团队全程护航。设备交付后,技术人员会定期回访,根据客户实际使用情况提供优化建议,确保设备始终处于 运行状态。
六、选择江苏博鸿
随着化工行业对安全、环保、能效要求的不断提高,江苏博鸿氯酸钾专用卧式沸腾干燥机的优势将更加凸显。该设备不仅满足了当前的生产需求,更为客户的未来发展预留了空间,支持产能扩展和工艺升级,是氯酸钾生产企业值得信赖的长期合作伙伴。
详细咨询方式:15995335588 孙女士!
立即联系我们,获取更多产品信息和优惠报价!


...