铁铜锰粉末专用单锥螺旋混合机卧式混料机 江苏博鸿混合设备 如何选型
一、设备构成:
江苏博鸿铁铜锰粉末专用单锥螺旋混合机卧式混料机设备构成:
单锥形筒体:采用高强度合金钢锻造,内壁经纳米级镜面抛光处理,表面粗糙度控制Ra≤0.4μm范围内,可有效降低铁铜锰等金属粉末的静电吸附与架桥风险。筒体锥角经流体力学模拟优化,确保物料在自重与离心力双重作用下实现轴向流动,避免死角残留。
变螺距螺旋叶片:叶片根部螺距宽以强化轴向推送能力,末端螺距窄以增强剪切破碎效果,且表面采用氮化钛涂层处理,硬度可达HRC62以上,可抵御高硬度金属粉末的持续磨损。
传动与驱动系统
双变频同步驱动:主电机与副电机通过行星齿轮减速器同步驱动螺旋轴,支持转速无级调节。主螺旋转速范围可覆盖,副螺旋与之形成速差,形成剪切与对流的复合混合场,特别适用于铁铜锰合金粉这类密度差异较大的物料体系。
扭矩动态平衡系统:在减速器输出轴端集成应变片式扭矩传感器,可实时监测混合阻力变化。当物料密度突变或团聚发生时,系统自动调节转速差,避免设备过载。
工艺强化组件
惰性气体保护系统:针对易氧化的锰粉,设备配置氮气循环装置,通过筒体夹套与密封腔体持续注入高纯氮气,使氧含量维持在10ppm以下,防止金属粉末氧化变质。
温控夹套模块:支持蒸汽、导热油、冷冻水等多种介质循环,温度控制精度达±0.5℃。对于热敏性添加剂,可通过冷却系统防止其分解失效。
二、混合原理:
江苏博鸿铁铜锰粉末专用单锥螺旋混合机卧式混料机混合原理:
对流扩散主导阶段
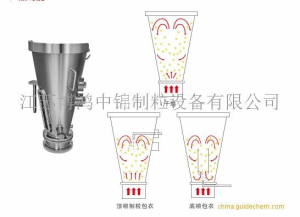
设备启动后,主螺旋将密度较大的铁粉从筒体底部向上提升,副螺旋则将轻质铜粉与锰粉沿筒壁向下挤压,形成双螺旋对流环流。金属粉末颗粒在上升与下降过程中不断交换位置,实现宏观层面的均匀分布,同时螺旋叶片的螺旋角设计可产生径向分力,进一步打破颗粒分层现象。
剪切破碎强化阶段
当混合进行至中期,物料密度差异导致局部团聚。此时双螺旋的速差效应产生高剪切力场,将硬质铁粉团块与软质铜粉团块破碎为微米级颗粒。螺旋叶片边缘的锯齿状结构与筒体底部的刮板协同作用,可 消除物料在筒底的堆积,确保所有颗粒参与混合。
湍流平衡阶段
当混合时间达到临界值时,物料形成稳定的湍流状态。此时颗粒间的碰撞频率与能量传递效率达到峰值,铁铜锰粉末的活性表面可充分暴露,使添加的润滑剂、粘结剂等助剂均匀覆盖于颗粒表面,满足粉末冶金压制成形、3D打印增材制造等工艺对混合均匀度的严苛要求。
三、安装要求
1.设备安装在紧固、水平的无振动的平台上,四周留有适当的距离,以便排料。出料口离地面的距离可根据工艺流程选取;
2.使用设备前应该清理设备中的异物,润滑各个转动件,且保障齿轮箱不出现漏油现象以免污染混合介质;
3.开机后观察螺旋的转向,保障双螺旋(从加料口方向朝下看)顺时针旋转。螺杆顺时针旋转时候物料能顺利混合,反之将折断螺杆乃至破坏齿轮箱。(须严格按照操作章程操作);
4.开机前先试运转,先开启油泵再开转动电机。螺杆旋转方向无误后试运行20-30分钟,方可投料;
5.投料需注意须先开启机器然后加料,以免损坏螺杆;
6.定期在齿轮箱中加注润滑油,油位在油标中间位置为宜,常温情况选用40#或50#机油,为上升设备使用寿命,建议使用70#或90#机压工业齿轮油。
四、选型指南:
物料特性适配
密度差异:对于铁铜锰密度差超过的混合体系,需选择速差范围更大的双螺旋机型,并通过调整叶片角度强化对流效果。
粒度分布:当金属粉末中存在超细粉(粒径<μm)时,需配置负压抽吸系统与旋风分离器,防止微粉外泄污染车间环境。
氧化敏感性:若原料中锰粉占比超过,必须选择带惰性气体保护功能的机型,并配备氧含量在线监测仪,确保混合过程氧含量≤ppm。
工艺需求匹配
产能规模:小批量研发场景可选实验室机型,中试及量产需选择带有快速换型接口的工业化机型,单批次处理量可覆盖千克级至吨级。
自动化程度:对于连续化生产线,需集成自动上料、混合、卸料与清洗功能。
安全与环保要求
防爆设计:金属粉末混合区需达到防爆标准,电机、电控柜等部件需采用隔爆型或增安型设计,并配备粉尘浓度超限自动停机功能。
环保合规:除尘系统需满足当地颗粒物排放标准,对于含重金属的废气,需增配活性炭吸附与布袋除尘的组合净化装置。